Engineered for Biocompatibility and Clinical Excellence
The global orthopedic implant market is witnessing a significant paradigm shift. While cementless designs gained traction in the early 2000s, Cemented Hip Stems remain the gold standard for specific patient demographics, particularly the elderly and those with compromised bone quality (Dorr Type C bone). According to recent clinical data, cemented fixation offers immediate post-operative stability and lower risks of periprosthetic fractures in osteoporotic patients.
Major manufacturing hubs in Europe, North America, and increasingly China, are competing on "precision-fit" technologies. As a top-tier factory, we recognize that the industry is no longer just about the metal—it's about the interfacial bond between the prosthesis, the PMMA bone cement, and the host bone. The global demand is driven by an aging population and the expansion of healthcare infrastructure in emerging economies.

Utilization of high-nitrogen stainless steel and Cobalt-Chromium alloys to ensure fatigue resistance and optimal modulus of elasticity.
Polished or satin finishes designed to manage the "taper-slip" or "composite-beam" principles for long-term clinical success.
Adherence to ISO 13485 and CE standards, ensuring each stem undergoes rigorous mechanical testing simulating decades of use.
Innovation in the hip replacement sector is currently focused on Digitalization and Personalization. While the stem itself is a physical component, the surgical planning is becoming entirely digital. Robotic-assisted surgery is increasing the accuracy of stem placement, which in turn demands higher manufacturing tolerances from factories.
Another major trend is the move toward Triple-Taper designs which optimize stress distribution and minimize proximal bone resorption. Factories are now integrating AI-driven quality control to detect microscopic surface defects that the human eye might miss. As leading exporters, we are at the forefront of these technological integrations.
Bridging High-End Medical Technology with Industrial Efficiency
As a leading China-based manufacturer, Foshan Wigivida Medical Co., Ltd. offers a unique value proposition. We combine the cost-efficiencies of the Chinese supply chain with the stringent quality requirements of international medical standards. Our cemented hip stems are manufactured using advanced Swiss-made CNC machining centers and automated polishing lines.
Wigivida Medical emphasizes innovation, research, and precision manufacturing, combining advanced production technology with a rigorous quality management system.

Ideal for government-funded healthcare systems in regions like Europe and SE Asia looking for reliable, high-volume orthopedic solutions.
Specifically designed for elderly patients where cemented fixation reduces the risk of intraoperative fractures and ensures early mobilization.
Expanding into high-end veterinary surgery, providing total hip replacement systems for large breed dogs with hip dysplasia.
Foshan Wigivida Medical Co., Ltd. is a leading China-based manufacturer of high-quality medical consumables and devices, specializing in respiratory products, medical tubes, urology products, hypodermic and surgical consumables. With years of dedicated experience in the healthcare industry, Wigivida has built a reputation for providing reliable, safe, and innovative solutions to hospitals, clinics, and medical distributors worldwide.
The company offers a comprehensive product range, including oxygen masks, ventilator accessories, catheters, Foley catheters, hypodermic needles, syringes, surgical drapes, sterile gloves, sutures, cotton swabs, gauze rolls, IV sets, and disposable medical kits. Each product is manufactured with strict adherence to quality standards, ensuring biocompatibility, durability, and patient safety.
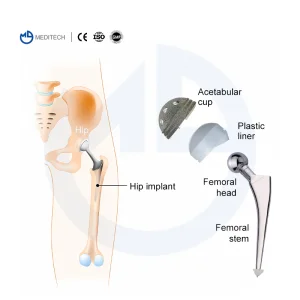
Comprehensive Solutions for Total Hip Arthroplasty
Guided by the principles of "quality first, service first, and customer satisfaction-driven," Foshan Wigivida Medical Co., Ltd. has earned an excellent reputation both domestically and internationally. With a professional R&D team, modern manufacturing facilities, and dedicated after-sales service, the company continues to advance the medical consumables industry, delivering safe, effective, and high-quality healthcare solutions that improve patient outcomes and support global healthcare innovation.