The global modular hip prosthesis market has witnessed an unprecedented transformation over the last decade. As the world’s aging population grows and the demand for active lifestyle preservation increases, the orthopedic implant industry has shifted from "one-size-fits-all" solutions to highly personalized, modular systems. Modular hip prosthesis technology allows surgeons to independently adjust the neck length, offset, and version of the implant intraoperatively, providing a custom-tailored anatomical fit for each patient.
Currently, the market is driven by the convergence of biomechanical engineering and material science. Leading exporters and factories, particularly those based in advanced manufacturing hubs like China, are now utilizing 3D printing (additive manufacturing) and laser sintering to create trabecular surfaces that mimic natural bone structures. This technological leap has positioned the Top 10 Modular Hip Prosthesis Factories as essential partners for healthcare providers worldwide, bridging the gap between clinical necessity and industrial capability.
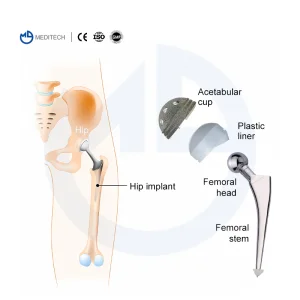
The industry is moving beyond standard alloys. Modern modular stems utilize Titanium alloy (Ti6Al4V) with HA (Hydroxyapatite) coatings or vacuum plasma spraying to enhance osseointegration, ensuring long-term stability and reducing revision rates.
Modular prosthesis designs are now optimized for robotic-assisted surgery systems. Precision engineering allows for digital templating that matches the modular components perfectly to the patient's unique anatomy before the first incision is made.
High-crosslinked polyethylene (UHMWPE) and ceramic-on-ceramic bearings are the gold standard. Our factory focuses on reducing wear debris, which is the primary cause of aseptic loosening in traditional hip replacements.
By analyzing thousands of clinical outcomes, factories are refining the "Modular" aspect to include more offset options and neck angles, catering to a broader range of ethnic bone morphologies globally.
The demand for modular hip implants varies significantly across regions. In European and North American markets, procurement focus lies on Premium Longevity and Regulatory Compliance (CE/FDA). Conversely, in rapidly developing healthcare sectors such as Southeast Asia, Latin America, and Africa, the focus is on Cost-Effectiveness and Versatility—the ability to stock a modular system that can cover a wide range of patient types with minimal inventory.
Distributors and hospitals are increasingly seeking "One-Stop Shop" manufacturers who can provide not only the prosthesis but also the high-precision instrument sets required for implantation. This holistic approach ensures that the surgical team has a seamless experience, reducing surgery time and improving patient outcomes.
As a premier factory in Foshan, China, we combine the efficiency of advanced industrial clusters with the rigorous standards of global medical regulations. Choosing a Chinese modular hip prosthesis factory offers distinct advantages:
From raw titanium processing to sterile packaging, our entire production cycle is housed within high-tech industrial parks. This reduces lead times and ensures quality control at every micro-step.
Our engineering teams can rapidly iterate designs based on surgeon feedback, a level of flexibility that larger, legacy western corporations often lack due to bureaucratic overhead.
We operate under ISO 13485 certification, ensuring that every modular stem and acetabular cup meets the highest safety benchmarks for biocompatibility and mechanical strength.
Located near major shipping hubs, we offer reliable global distribution, ensuring that hospitals and distributors receive their critical supplies without disruption.
Foshan Wigivida Medical Co., Ltd. is a leading China-based manufacturer of high-quality medical consumables and devices, specializing in respiratory products, medical tubes, urology products, hypodermic and surgical consumables. With years of dedicated experience in the healthcare industry, Wigivida has built a reputation for providing reliable, safe, and innovative solutions to hospitals, clinics, and medical distributors worldwide.

The company offers a comprehensive product range, including oxygen masks, ventilator accessories, catheters, Foley catheters, hypodermic needles, syringes, surgical drapes, sterile gloves, sutures, cotton swabs, gauze rolls, IV sets, and disposable medical kits. Each product is manufactured with strict adherence to quality standards, ensuring biocompatibility, durability, and patient safety.
Wigivida Medical emphasizes innovation, research, and precision manufacturing, combining advanced production technology with a rigorous quality management system. The company also provides customized solutions to meet the specific needs of healthcare providers, supporting efficient hospital workflows and minimizing infection risks.

Guided by the principles of "quality first, service first, and customer satisfaction-driven," Foshan Wigivida Medical Co., Ltd. has earned an excellent reputation both domestically and internationally. With a professional R&D team, modern manufacturing facilities, and dedicated after-sales service, the company continues to advance the medical consumables industry, delivering safe, effective, and high-quality healthcare solutions that improve patient outcomes and support global healthcare innovation.

Small Dog Joint Replacement Prosthesis 1#-5# a Type Total Hip Surgical Instrument

Primary Total Hip System Hip Joint Replacement Surgery Femoral Head

China Factory Orthopedic Implants Prosthetic Knee/Knee Joint Prosthesis/Artificial Knee Replacement

Total Hip and Knee Joint Replacement Metal Titanium Implant Made in China

Orthopedic Implants Artificial Knee Joint Prosthesis for Total Replacement System

Tka/Tkr Primary Total Knee Joint Prosthesis Knee Orthopedic Implants Artificial Knee Replacement


Factory Price Total Knee Replacement Implant Knee Prosthesis Instrumental Arthroscopy Instrument